模具开发 · 精度±0.02mm
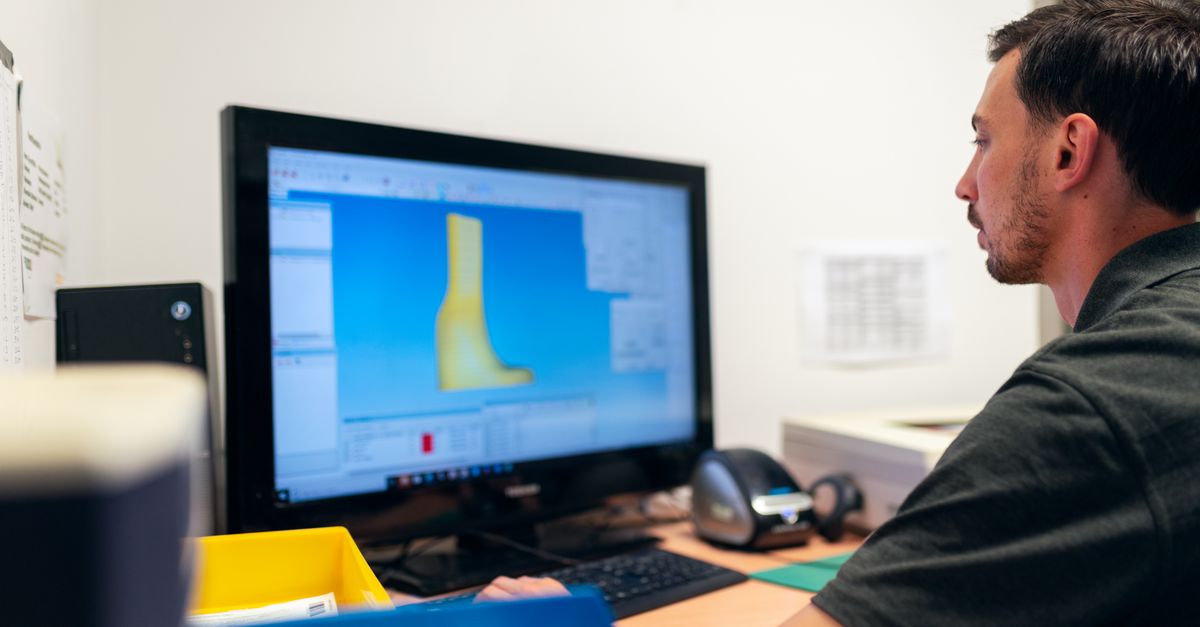
模具开发能力
从3D建模到量产,全流程透明化展示。15天T1试样,精度控制±0.02mm,年开发模具200+套,覆盖两板模、三板模、热流道模具全类型。
15天
T1试样周期
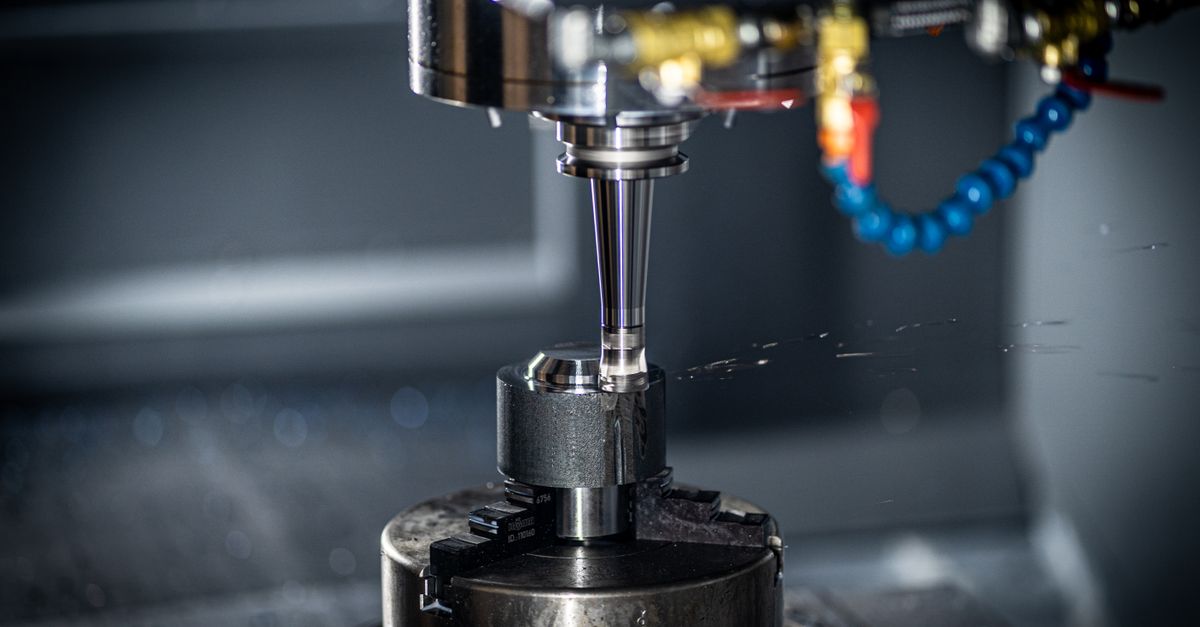
±0.02mm
模具精度
200+套
年开发量
3轮内
修改次数